在当下社会,接触并使用报告的人越来越多,不同的报告内容同样也是不同的。怎样写报告才更能起到其作用呢?报告应该怎么制定呢?下面我给大家整理了一些优秀的报告范文,希望能够帮助到大家,我们一起来看一看吧。


生产状况报告篇一
xx省安全生产资质评估验收工作组:
根据省安检局、交通厅《关于印发道路旅客运输企业安全生产状况评估评分(试行)的通知》精神,按照省市安监部门、交通主管部门的要求,以及xx运业的总体工作布置,结合我站自身安全生产管理工作实际,逐条逐项对照标准,严格自查、自纠,做实完善基础资料,全面落实各项管理制度和措施。现将我站自我检查报告汇报如下:
一、车站概况
xx运业xx车站于200x年x月x日按照xx市人民政府统一要求搬迁城内汽车站而开业营运,是运业的下属分公司,车站占地面积55亩,建筑面积4000平方米,站前广场10000平方米,停车场面积16000平方米,能同时容纳200余台车辆停放(其中:发车位22个,发车位面积958平方米),候车厅面积439平方米。该站日发送班车能力1200班次,日接送旅客能力0人次,车站现有经营线路40余条,进站参营车辆403台,日发班次350班,日均发送旅客量5000人次,线路营收达3500万元/年。班车可直达xx、xx、xx、xx、xx、xx、xx等大中城市及周边区乡。
从业人员年末人数89人,其中:正式职工85人,临时工4人;管理人员人,持证上岗人员人。有本科以上学历人,大专学历人,中专学历人;有职称人员人。
二、高度重视,严格自查
xx运业集团非常重视安全管理工作,在运业集团的安排布置下,我站积极开展工作,落实责任,并各司其职,扎实工作,力争力争评估工作一次成功。对安全机构设置、制度建设、资金保障、装备配置和宣传教育等方面严格自查,找不足,增加改进措施,完善管理,提升管理质量。
1、安全管理总体工作
认真贯彻xx运业“以人为本,诚信敬业,安全舒适,永续超越”的方针,本着对旅客的生命和财产安全,对企业及员工高度的态度,全面认真贯彻执行国家《安全生产法》和车站《安全管理制度》,坚持“安全弟一,预防为主”的工作方针,突出安全生产的源头管理,狠抓行车安全、“五不出站、六不运行”“三品”检查、路检路查、安全生产“三包”责任制等安全防范工作,努力推进我站的生产经营及安全管理的基础建设,巩固安全生产的`稳定形势。
全面实行安全分级管理,执行一票否决制度,狠抓安全生产管理落实,保证优质服务;改善我站安全运输状况,保持企业安全生产形势稳定;制定安全生产管理措施,杜绝重特大事故发生,不突破政府部门事故控制指标;不出现受政府部门或新闻媒体通报批评现象。
2、突出安全生产管理工作重点,特别是安全过程管理
(1)全面贯彻国家《安全生产法》,把企业安全生产纳入合法化、规范化、制度化的经营轨道。
(2)突出行业重点,抓好道路运输安全生产工作,积极推进安全生产和安全管理的专项治理整顿,坚决整治制度执行力度差、制度坚持不经常等违规、违章行为。
(3)进一步建立健全安全生产机构,明确职责,落实责任,全面落实安全生产责任制。
(4)加强安全生产的宣传教育和员工培训,提高从业人员的安全意识和做好安全生产的工作能力。
(5)推广安全生产典型,不断总结经验,加强安全生产管理队伍建设。
(6)切实抓好安全生产的检查工作,堵漏建制,做到管理到位、措
xx车站关于安全生产状况评估工作的自我检查报告来自范文搜-,仅供学习,请注明出处。生产状况报告篇二
1.选择基准的三个基本要求:(1) 所选基准应能保证工件定位准确装卸方便方便可靠,(2) 所选基准与各加工部位的的尺寸计算简单。(3) 保证加工精度。
2.选择定位基准6原则:(1) 尽量选择设计基准作为定位基准;(2) 定位基准与设计基准不能统一时,应严格控制定位误差保证加工精度;(3) 工件需两次以上装夹加工时,所选基准在一次装夹定位能完成全部关键精度部位的加工;(4) 所选基准要保证完成尽可能多的加工内容;(5) 批量加工时,零件定位基准应尽可能与建立工件坐标系的对刀基准重合;(6) 需要多次装夹时,基准应该前后统一。
加工中心夹具的确定:
2.常用夹具种类:(1) 通用夹具:如虎钳、分度头、卡盘等;(2) 组合夹具:组合夹具由一套结构已经标准化、尺寸已经规格化的通用元件组合元件所构成;(3) 专用夹具:专为某一项或类似的几项加工设计制造的夹具;(4) 可调整夹具:组合夹具与专用夹具的结合,既能保证加工的精度,装夹更具灵活性;(5) 多工位夹具:可同时装夹多个工件的夹具;(6) 成组夹具:专门用于形状相似、尺寸相近且定位、夹紧、加工方法相同或相似的工件的装夹。
3.加工中心夹具的选用原则:
(1) 在保证加工精度和生产效率的前提下,优先选用通用夹具;
(2) 批量加工可考虑采用简单专用夹具;
(3) 大批量加工可考虑采用多工位夹具和高效的气压、液压等专用夹具;
(4) 采用成组工艺时应使用成组夹具;
4.工件在机床工作台上的最佳装夹位置:工件装夹位置应保证工件在机床各轴的加工行程范围内,并且使得刀具的长度尽可能缩短,提高刀具的加工刚性。
生产状况报告篇三
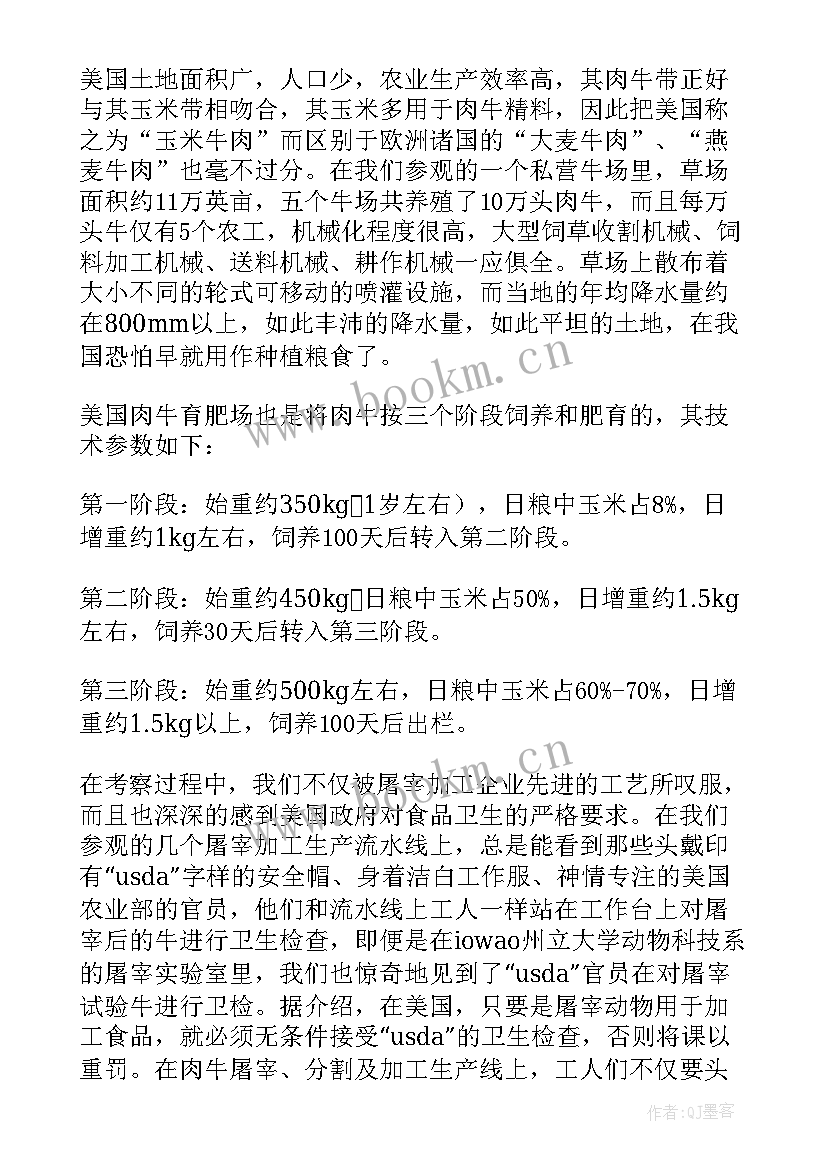
美国肉牛业的基本饲养单元是私营农场。养殖规模均在千头以上,饲养方式为人工种植牧草,收刈后青饲或干饲,栅栏式舍饲饲养,精料以自产的玉米和大豆为主,至于能量、蛋白质及微量元素之平衡主要靠“饲料添砖”来解决。本次考察时值美国冬季,但也能看到利用收获牧草和玉米、大豆后的残茬放牧肉牛的情况。
美国土地面积广,人口少,农业生产效率高,其肉牛带正好与其玉米带相吻合,其玉米多用于肉牛精料,因此把美国称之为“玉米牛肉”而区别于欧洲诸国的“大麦牛肉”、“燕麦牛肉”也毫不过分。在我们参观的一个私营牛场里,草场面积约11万英亩,五个牛场共养殖了10万头肉牛,而且每万头牛仅有5个农工,机械化程度很高,大型饲草收割机械、饲料加工机械、送料机械、耕作机械一应俱全。草场上散布着大小不同的轮式可移动的喷灌设施,而当地的年均降水量约在800mm以上,如此丰沛的降水量,如此平坦的土地,在我国恐怕早就用作种植粮食了。
美国肉牛育肥场也是将肉牛按三个阶段饲养和肥育的,其技术参数如下:
第一阶段:始重约350kg(1岁左右),日粮中玉米占8%,日增重约1kg左右,饲养100天后转入第二阶段。
第二阶段:始重约450kg,日粮中玉米占50%,日增重约1.5kg左右,饲养30天后转入第三阶段。
第三阶段:始重约500kg左右,日粮中玉米占60%-70%,日增重约1.5kg以上,饲养100天后出栏。
在考察过程中,我们不仅被屠宰加工企业先进的工艺所叹服,而且也深深的感到美国政府对食品卫生的严格要求。在我们参观的几个屠宰加工生产流水线上,总是能看到那些头戴印有“usda”字样的安全帽、身着洁白工作服、神情专注的美国农业部的官员,他们和流水线上工人一样站在工作台上对屠宰后的牛进行卫生检查,即便是在iowao州立大学动物科技系的屠宰实验室里,我们也惊奇地见到了“usda”官员在对屠宰试验牛进行卫检。据介绍,在美国,只要是屠宰动物用于加工食品,就必须无条件接受“usda”的卫生检查,否则将课以重罚。在肉牛屠宰、分割及加工生产线上,工人们不仅要头戴发巾和安全帽,还要身着工作服、防护鞋,另外,象耳塞、胡须保护罩等也是必不可少的。不仅如此,在流水线掉下来的肉、骨,绝不允许再捡回到生产线上。加工过程中混入到肉中的金属物,在最后一关里也会被探测出来并予以分检。在美国,企业的电脑自动化程度都很高,各车间的温度要求、各产品的技术参数、成品库的产品规格、数量、货源去向等等,无一不反映在总控室的计算机平台上,充分反映了美国牛肉加工企业的'技术水准和自动化水平。
总体体会是:美国不仅技术先进,而且管理严格,职工训练有素,流水线自动化程度高,产品卫生有保障,产学研密切结合,生产效率高。
根据以上体会,提出如下几点建议:
1、树立精品意识,兴建一流企业。没有精品意识,就建不成一流企业。精品意识就是质量意识、品牌意识;一流企业就是技术一流、设备一流、管理一流、效益一流。
2、加大品种改良力度,促进肉牛优质早熟。秦川牛是“国之瑰宝”,其综合性能位居全国之首。但与国外品种相比,仍有生长慢、产肉率低等弊端,因此应引进国外肉牛良种,加大改良力度,提高饲养效益。
3、重视科技人才的培养和职工素质的提高。在知识经济时代,企业以科技为主体,科技以人为本。因此,要建一流企业,没有高水平的科技人才和高素质的职工队伍,再好的企业也会不打自跨的。高级人才可直接聘用,重点人才可送国外进修,职工培训可与大学联合,实行考试与培训相结合,竞争上岗。
4、要充分重视管理工作在企业中的作用,管理出效率,管理也是生产力。一个企业能否取得成功,关键取决于这个企业的管理水平。求贤纳士,筑巢引凤,创造良好的管理模式和用人制度,将是企业生存与发展的关键。
5、产学研结合,达成共识,形成共振,产生合力,促进企业上水平,产品上档次。可借鉴国外模式,联合西北农林科技大学的科技力量,在企业内部组建肉类科学研究所,促进新产品的研制与开发。
6、鉴于国情和现有基础,建议合作企业屠宰加工规模宜定在日单班100头的水平上,其产品以分割后的冷鲜大、中、小包装为主,主要满足国际和国内市场,而熟制品加工则以满足国内市场为主。
生产状况报告篇四
适用于山东xxxxx公司安全生产部对各车间生产情况的监控管理。3.职责
各车间负责车间窑炉工艺参数、窑炉运行情况、设备运行更换情况、异常信息的收集汇报。
窑炉操作工随时对窑炉的运行情况进行检查,在《全电熔炉工艺原始记录》上做好详细记录;成型班长将成型工艺信息进行收集填写《全电熔炉成型原始记录》;车间每天进行工艺检查至少一次,做好《工艺检查记录》。否则每次扣1分。
车间应建立耐火材料更换台帐,详细记录更换情况,如无耐火材料更换台帐负激励50元,记录不及时每次扣2分。
车间在进行耐火材料更换(如更换护管、匀料筒、搅拌桨等),必须提前以《更换耐材申请表》的形式上报安全生产部(特殊情况除外),否则每次负激励50元。
车间严格按照安全生产部下达的工艺规程指标进行控制,如有违反者,则按照《工艺考核细则》进行考核,如确需进行工艺变更的严格按照工艺变更程序进行。
各车间应严格执行以上各项款,如执行不利将对责任部门负激励100元。 以上考核列入当月工艺先进管理评比考核。其它未尽事宜,另行界定责任处理。5.本办法解释权归安全生产部。6.本办法自下发之日起执行。
拟定:
审核:
批准:
日期:
第1页 共1页
生产状况报告篇五
在以前生产过程中经常因为发生设备故障导致停机断产,造成了很严重的缺货、断货现象,给市场销售造成了很大的负面影响,具体表现在设备的损坏上,损坏的主要原因是员工的工作态度引起的,违章操作,遇到故障见怪不怪,能凑合着用就凑合着用,得过且过;再有就是没有把系统的设备维护保养工作做好,保养不到位,不断的发生设备故障,最早是检修,继而是维修,最后是抢修,甚至抢修的时候会出现多处抢修点;还有就是没有及时的跟设备厂家联系,尤其是特种设备的厂家,厂内对特种设备的保养都不熟悉,操作也模模糊糊,遇到故障两眼发呆,毫无办法!
1、仔细做好所有设备台账,做好周全详细的设备维护保养计划(设备保养计划看板)
2、对所有员工进行系统的设备常见故障分析培训,遇到故障找到问题点
3、联系设备厂家一起进行设备保养维护(尤其是像机器人、锅炉等特种设备)
4、详细的做好设备故障引起的停机,并深入分析其原因,避免在同一块石头上绊倒
5、对所有员工进行系统的关于设备异常问题的培训,使人人对设备都有更深度的了解
我相信经过一系列的措施之后,我们的设备异常会大大的减少,停机率会有大幅度的降低,从而提高生产效率,加强生产管理。
汇报完毕,谢谢大家!
石培征 2012/2/3